|
钢桶封闭器自动锁装系统
南京宁容钢桶封闭器厂 张承志

张承志在桂林钢桶行业大会上演讲
闭口钢桶封闭器法兰的锁装工序,历来都是钢桶行业技术进步的重要部分。法兰锁装技术,到目前为止,已经历了多次的技术飞跃性进步,在国内,新旧技术并存,但对于技术先进的企业而言,技术的进步永无止境。
一、闭口钢桶封闭器的结构
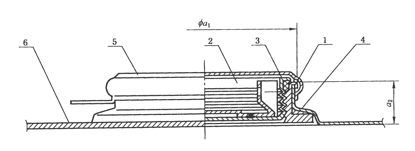
图1 闭口钢桶封闭器的装配结构
1-法兰;2-桶塞;3-垫圈;4-衬圈;5-封盖;6-桶顶

图2 闭口钢桶封闭器装配的实物图
二、封闭器法兰的结构
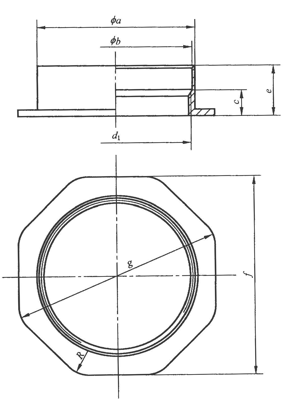
图3 法兰的结构
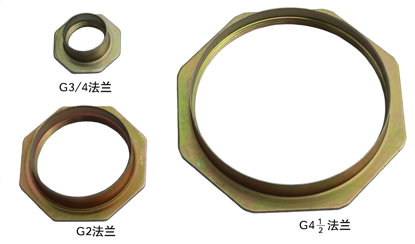
图4 法兰的实物图
三、封闭器法兰锁装结构
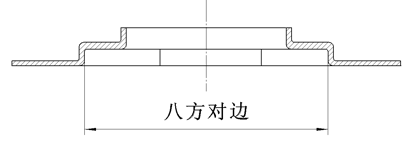
图5 桶顶锁装前的翻边结构
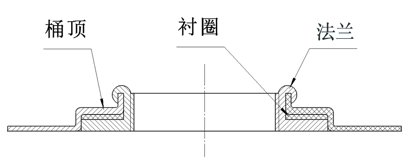
图5 法兰与桶顶锁装后的结构
四、法兰的锁装工艺分类
目前常见的法兰锁装工艺有三类不同的生产工序,根据其自动化程度而分类,大致可分为以下三种:
1、传统分工序生产工艺
早期的和目前较落后的制桶企业常采用这种生产工艺,大致工艺过程如下:桶顶落料冲压成型→大口冲孔翻边→小口冲孔翻边→大口锁装→小口锁装。这个工艺过程一般需要大小五台冲床,工作时,最少要7个操作工才能完成。
2、组合工序生产工艺
在传统分工序生产工艺的基础上,为了减少冲床和操作工人数,降低生产成本,提高生产效率和产品质量,近年来出现了组合工序的生产工艺。组合工艺过程如下:桶顶落料冲压成型→大小口同时冲孔翻边→大小口同时锁装。这种工艺需要3台冲床,半自动化生产时最少需要三个操作工人。
3、全自动一次锁装工艺
目前,国内最先进的工艺,是采用全自动生产线,将锁装工艺精减到极致,大致有以下两种工艺过程:
(1)桶顶落料冲压成型+大小口同时冲孔翻边→大小口同时锁装
(2)桶顶落料冲压成型→大小口同时冲孔翻边+大小口同时锁装
第一种是将桶顶落料冲压成型与大小口同时冲孔翻边两个工序合在一台模具上,采用一台冲床完成的;第二种是将大小口同时冲孔翻边与大小口同时锁装两个工序合在一台模具上,采用一台冲床完成的。从表面上看,这两种工艺过程所使用的设备和操作工都差不多,自动化程度也相近似,但从工序质量方面来看,第二种比第一种更好,锁装质量和密封性都比第一种有优势。因为将冲孔与锁装放在两个不同的工序,存在第二次定位问题,容易产生质量偏差,而第二种将冲孔与锁装放在同一模具工序上生产,则不会进行二次定位、产生任何偏差,锁装质量大大提高。
配合全自动上料和卸料系统,一次锁装工艺只需两台冲床,生产时最多只需一个操作工。
五、全自动一次锁装技术
鉴于目前仍有相当一部分的制桶厂家所生产的钢桶,其顶盖封闭器的锁装工序仍旧的传统的人工手动作业,已经严重制约了企业的生产效率和生产成本,而且人员的安全得不到保障。各个方面弊病日益显露。传统的锁装工艺的缺点有以下几点:
(1)大小法兰人手送料——安全性低,效率低;
(2)模具制造工艺落后——质量不稳定;
(3)设备模具维护人为因素多——需要专用人员维护;
(4)一套设备多人操作——生产成本增加
鉴于此,我们以公司的技术力量,组成了专业团队,经过不断改进,研发并设计制造出钢桶顶盖全自动锁口装置。
本套装置经过不同的模块组合可以实现钢桶顶盖冲孔、锁装、冲压字码等工序一次性完成(也可以分开),而且操作及其简单,只需一名工人即可完成。
该装置也可以添加相应设备后扩展为全自动生产线,客户可以根据自己实际需要灵活选择。
本套装置由气动125吨压力机(客户自备)、大法兰上料振动盘、大法兰送料机械手、小法兰上料振动盘、小法兰送料机械手、专用锁口组合模和PLC电气控制系统等组成。
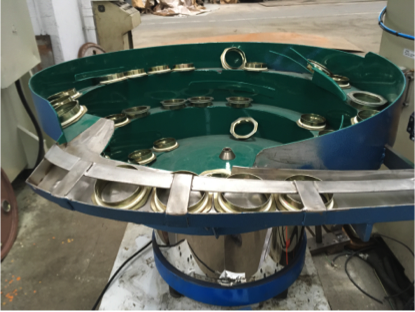
图6 G2''法兰送料振动盘

图7 G2''法兰送料机械手(伺服控制)
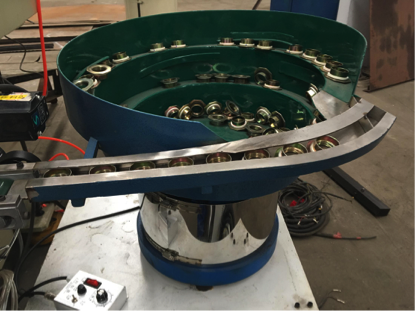
图8 G3/4''法兰送料振动盘

图9 G3/4''法兰送料机械手(伺服控制)
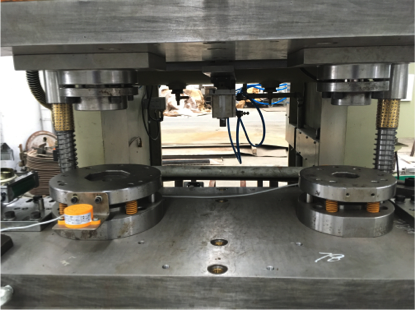
图10 冲孔、锁口专用组合模

图11 桶顶输送系统

图12 电气控制柜(人机界面)
运行本系统后,大小振动盘和输送带将大、小法兰输送到指定位置,再由机械手将大、小法兰分别送入锁口模中,此时将钢桶顶盖送入模具,系统自动冲孔、锁口。一次性完成锁装过程。
我公司研发生产的全自动锁口模,具有操作简单、寿命长久、维护简单、尺寸稳定等诸多优点,是桶厂优化成本及质量的最佳选择。
所用模具材料均为专用耐磨合金钢经本公司的专用加工工艺生产而成,使用寿命长久,相比比同类模具寿命提高5倍以上。
用户只需要提供以下信息,即可定制锁装的设备装置:
1.所需锁口的顶顶是预卷后,还是预卷之前,以及相应的直径尺寸;
2.大、小法兰锁口之间的孔距尺寸,包括国标尺寸与非标尺寸;
3.所需桶顶的表面状态要求(如原板、镀锌、喷涂)。
考虑到人身设备安全和组合模吨位要求,以及后续设备自动或者部分设备连线,建议组合模全套使用需要125吨气动式压力机。冲压字码也可以一次性解决。建议型号:JH21-125。

图13 全自动一次锁装生产线
|
