|
浅谈烘烤温度是钢桶涂装质量的重要所在
江苏华宇印涂设备有限公司 胡玉兵

胡玉兵先生在桂林钢桶行业大会上演讲
钢桶表面涂装是钢桶生产的一个重要环节,钢桶表面清洁、色泽、涂料固化、涂料附着力都会对钢桶涂装质量产生影响,但是许多钢桶企业往往只注重钢桶表面清洁质量,完全疏忽了钢桶的烘烤质量,认为钢桶烤漆只要手感不粘手就可以了,也有的认为用手指甲划擦一下不掉漆就行了。事实没有那么简单。
在2000年前,由于国内钢桶制造企业装备比较落后、钢桶用户对钢桶的涂装质量要求没有那么苛刻,对钢桶表面清洁、色泽、涂料均匀、涂料附着力没有一定的要求,许多钢桶制造小企业都采用太阳晒、简易土烘箱烘烤等。
随着科学技术的不断发展,国内钢桶制造装备水平的不断提高,国内外钢桶用户对钢桶涂装的要求越来越高,也就是对钢桶的烘烤时间、烘烤温度、温度均匀性、涂料的附着力提出了更高的要求。
一、钢桶完美烘烤温度条件
油漆或涂料的品质再好,烘烤质量不好,还是会直接影响钢桶的质量。烘烤温度过高:会导致油漆或涂料的性能改变,涂料剥落、附着力差、色变等;烘烤温度过低:会导致油漆或涂料附着力差、没有完全固化、色变等;烘道温度不均匀:会导致钢桶表面温度不均匀、钢桶表面色差等;烘道恒温区时间短:会导致油漆或涂料附着力差、没有完全固化、光泽度差、有色变等。总之,钢桶烘烤温度的质量是钢桶涂装质量的重要所在。
行业内传统的烤漆工艺温度要求为:外涂150~180℃,烘干时间为15min;内涂260~280℃,烘干时间为20min。至于烘房的温度控制精度是从来没有那个部门提出过,也从来没有那个企业要求过。但是,钢桶表面涂装烘烤真正没有温度控制精度要求了吗?肯定有!而且实际上温度控制精度要求比较高。
一个合格的钢桶完美的烘烤质量必须具备以下条件:
1、根据油漆或涂料的特性,必须完全符合油漆或涂料的工艺温度指标,温度值控制在设定温度≤±3℃;
2、烘烤恒温时间:外涂b≤8min,内涂b≤10min;
3、恒温区时间内温度均匀性指标控制在≤±3℃;
4、烘烤的温度波动度应≤±3℃。
图1为符合以上条件的完美温度控制曲线图。
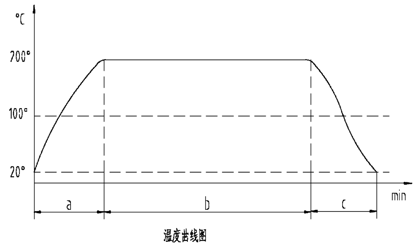
图1 完美的烘烤温度曲线
以上这些数据和要求可能对大部分企业来说都比较陌生。因此,我想有必要与大家共同学习和探讨,同时我想了解一下你们对上述的温度质量控制要求做过检测了吗?检测结果怎样?符合这些要求吗?希望大家对自己的产品作一个自我评估。如果你们的烤漆烘房真正达到了这些要求,那么您已经把自己的产品当成了工艺品来生产和销售。根据我了解的情况,目前能符合这些要求的企业不多,格雷夫、中粮、大田、平原泰达、莱阳远东、齐鲁包装、张家港中意、宁波集隆等企业能达到这些要求。
二、钢桶烘烤温度条件实测比较
以下是我们了解的一些制桶企业烤漆生产线的温度质量控制精度曲线图,这些温度曲线图是受这些钢桶企业委托,对该企业的钢桶烤漆生产线进行实地检测的结果,供大家分享。
1、合格的温度曲线
图2、图3和图4为合格的钢桶烘房温度控制曲线实测图。
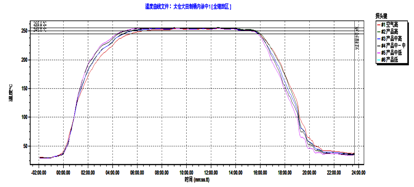
图2 太仓大田钢桶内涂烘房温度曲线
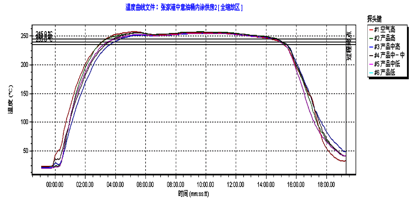
图3 张家港中钢桶内涂烘房温度曲线
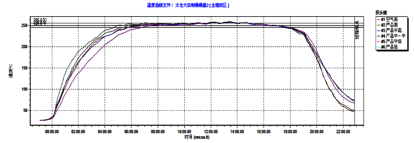
图4 太仓大田钢桶桶盖烘房温度曲线
2、不合格的温度曲线
图5、图6和图7为不合格的钢桶烘房温度控制曲线实测图。
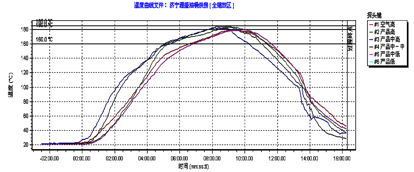
图5 济宁源盛钢桶烘房温度曲线
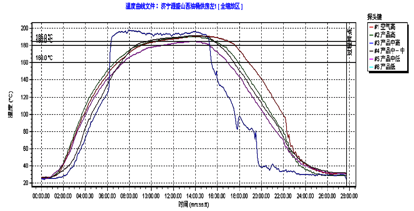
图6 济宁源盛山西厂钢桶烘房温度曲线
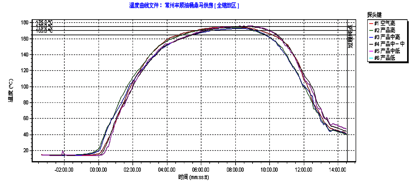
图7 常州丰顺钢桶烘房温度曲线
三、钢桶烘房的温度控制问题分析
根据这些温度曲线图,我走访几家用户,分析了他们的设备结构和风量分配等方面的情况,结果发现存在很多的问题,因为目前烤漆烘房制造厂家有好多家,每个厂的产品结构多不一样。
1、问题一:循环风短路。
根据图8情况分析,加热能源采用天然气或石油液化气加热,进风形式为上吹风,上回风,加热室分布位置均布。这样造成烘炉上下温度差较大,温度不均匀。
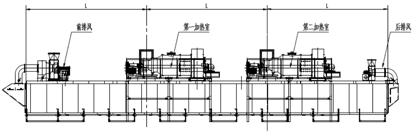
图8 钢桶烘炉上部吹风结构图
2、问题二:没有循环风。
根据图9情况分析,加热能源采用导热油或燃煤加热,加热装置分布在烘道内底部,采用放热管均布,没有循环风和调风系统。
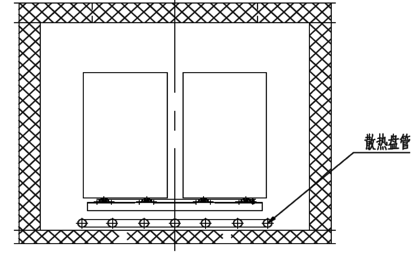
图9 钢桶烘炉底部加热结构图
3、问题三:没有调风系统。
根据图10情况分析,加热能源采用天然气或石油液化气加热,加热室分布位置均布,进风形式为侧面吹风,上回风,有风口调整装置,而且没有调风系统。
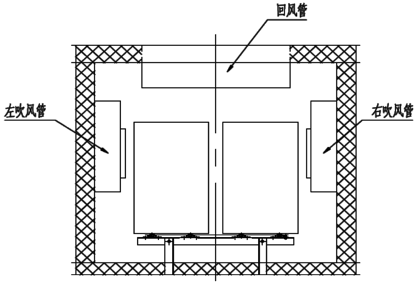
图10 钢桶烘炉侧面吹风结构图
4、问题四:单面上循环风。
根据图11情况分析,加热能源采用天然气或石油液化气加热,加热室分布位置均布,进风形式为单面上吹风,单面上回风,没有风口调整装置,而且没有调风系统。
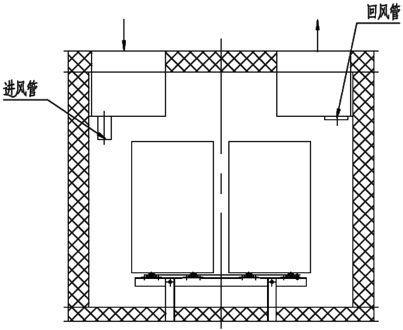
图11 钢桶烘炉单面上回风结构图
5、问题五:无全方位循环风。
根据图12情况分析,加热能源采用天然气或石油液化气加热,进风形式为上吹风,上回风,加热室分布位置均布,没有前、后、上、下、左、右调风系统。
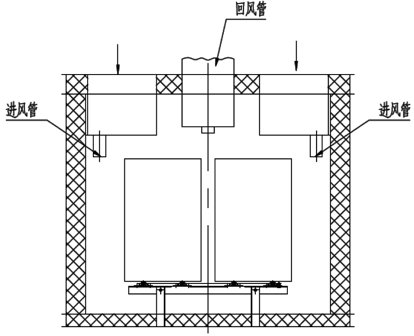
图12 钢桶烘炉无全方位调风系统结构图
可能还有很多种加热形式。我相信,任何一台烤漆烘房,每个吹风口的风速和风压不一致,要做到烘道温度均匀一致是不现实的,即使您的吹风口的风速和风压一致了,你的烘道上、下、左、右、前、后无法调整风量风压,要达到理想的温度控制精度和理想的温度曲线同样是不现实的。如果没有理想的温度控制精度和理想的温度曲线,可以想象,您烘烤出来的钢桶温度肯定不均匀、光泽度差、附着力差、有色变。
总之,一台合格的并且得到理想效果的烤漆烘房,必须有热空气循环系统,烘房前、后、左、右、上、下都可以调整风向,每个送风区域的风压和风速基本一致,送风系统的风压达到合理的要求。才能实现合理的烘烤温度和恒温时间、合理的温度均匀性和温度波动度。达到温度均匀、光泽好、附着力强、颜色均匀一致。
以上是我们对钢桶烘烤方面的一点经验和体会,供各位参考。如有不当之处,望各位给予指导!
|
