|
镀锌钢桶缝焊工艺故障树的建立
文/廖卫献
包装用钢桶结构简单,尺寸与形状要求不太严格,各零件基本上由薄钢板经冲压、焊接而成。其主要质量要求是在运输与贮存过程中保证其密闭性,防止内容物外泄造成污染事故。若原材料无裂纹,则只要保证桶体焊缝、桶体与桶底卷封、桶盖不失效,就能保证包装桶的密闭性。
桶体的工序:开卷矫平、下料、磨边、卷板、缝焊、桶身翻边、涨筋、压波纹、卷边封口等。其中,磨边和缝焊是重要工序,前者用以提高缝焊的工艺性,保证缝焊质量。桶体缝焊的质量要求是:焊缝表面平整、无裂纹、烧穿等;飞溅长度小于焊缝总长20%时允许修整,修整时应避免机械损伤。
钢板厚度超差、磨边质量差是引起钢桶缝焊的工艺故障的两个原因。钢板厚度超差严重时将会影响到缝焊工序,造成工艺失败,因此应严格控制板厚误差。磨边时容易造成磨削过量,致使板料局部减薄过多,从而使后续缝焊产生烧穿等失效;有时控制不好,又会使局部焊边磨得不够,达不到质量要求,同样影响后续缝焊质量。磨边的质量受砂轮、夹具及板材平整度等因素影响。
有时桶体缝焊的板材厚度已达到缝焊工艺(设备)的极限厚度,磨边质量对缝焊质量有相当大的影响。总的来说,缝焊质量与电极、板件间的间隙、焊搭边尺寸、压力、电流、通电时间、磨边、焊机、原材料等有关,甚至与操作人员、气候等也有关。此类钢桶缝焊的常见缺陷有未焊透、飞溅、压痕过深等。
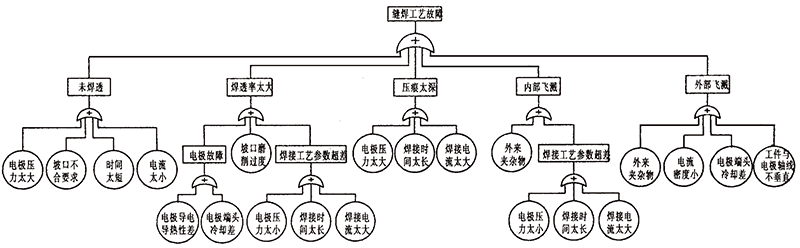
以“缝焊工艺故障”为顶事件,逐级分解,建立的故障树如图1所示。底事件可分为下述5类:原材料方面、工艺参数方面、设备方面、工艺方法方面和操作方面。原材料方面的底事件可以用检测的方法来尽量避免或者改用其它材料;工艺方法方面的底事件在优先了工艺及工艺稳定之后,一般不易发生,除非工艺方法本身具有某些局限性;设备方面的底事件随使用时间增长,其发生的概率加大。因此,有必要对引起设备故障的底事件加以监测,一旦发现,就必须停机检修,恢复其完好状态。同时要加强设备的维护。
操作与工艺参数方面的底事件总有发生的可能,是生产中应监控的因素。操作失误的主因在于操作人员的责任心、工作态度及其身心健康状态,但也存在由于设备、设计、工艺安排未能很好地考虑人机学因素造成失误的问题。通过加强质量管理、教育培训,增强工人的责任心来大量地减少操作失误。同时对于不太符合人机学要求的一些问题,采取补救措施,可以极大地限制操作失误。工艺参数的波动是一种正常现象,如缝焊时电压波动,关键在于监测与及时调整。另一方面,有些工艺参数方面的底事件是由于未能根据条件的改变而及时调整工艺参数而引起的。这与监测有关,也与操作人员的责任心有关。但还有一个问题,即工艺参数的合理有效范围,可能并不清楚,这正是工艺可靠性建模需要定量解决的问题。
|
