|
保证钢桶卷边质量的工艺措施
文/龚庆培
本文分析钢桶卷边的缺陷类型,重点探讨桶底、盖成型工序、桶身板边工序、缝焊工序、密封填料喷涂工序及卷边工序的质量对钢桶质量的影响,提出保证钢桶卷边质量的工艺方法和技术措施。
在钢桶制造中的一个关键技术问题是工艺卷边,即如何把桶身和桶底、盖按设计要求卷合在一起,因此,卷边部位的密封,刚度和强度是钢桶质量的重要指标。目前我厂生产的200升闭口钢桶,注重解决了几个关键工序问题,使产品质量达到国标海运危规的I类标准。下面就卷边工艺中应考虑的问题,特提出与同行探讨。
一、钢桶卷边常见的缺陷类型
通过剖析钢桶卷边断面,可以看到理想的七层圆弧卷边的结构(如图1所示)。
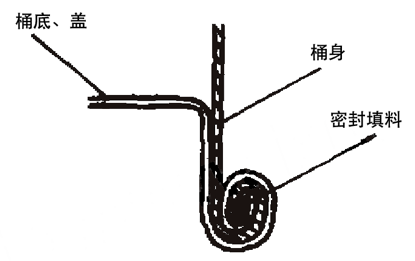
图1 理想的七层卷边结构
在实际生产中,因种种因素出现了下面几种卷边缺陷:
1、卷边层数不够,即卷边未达到七层,包边松散,层次欠佳。见图2(1);
2、铁舌,即桶底、盖裙边未完全按螺旋形式包容进去,被挤出形成铁舌,见图2(2);
3、桶身翻边,即桶身板边宽度未被桶底、盖裙边包容进去,而是自已翻挤出来,见图2(3);
4、自卷,即桶身板边宽度不是与桶底、盖裙边按螺旋形卷起,而是自己卷成形,而桶底、盖未包容在里面,见图2(4);
5、外卷,即桶身板边宽度或桶底、盖裙边不是往里卷,而出现外卷现象,见图2(5)。
上述这些缺陷是通过目测及解剖卷边断面即可验证,为什么会出现这些缺陷呢?下面就自已在工作中积累的经验分析影响卷边质量的几种因素。
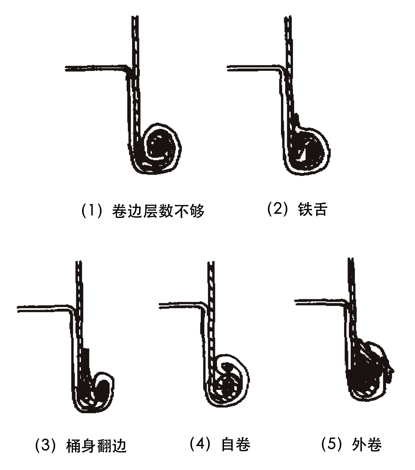
图2 常见卷边缺陷类型
二、影响卷边质量的关键工序分析
1、桶底、盖成型工序对卷边质量的影响
三重式圆卷边的关键在于掌握好桶底、盖裙边和桶身的板边宽度的精度。在我厂过去的生产工艺中,桶底、盖成型采用先下圆片料,然后再冲压成型,这样两道工序来完成桶底、盖成型。由于两道工序基准不统一,其结果是裙边宽或窄不均匀、偏心,不圆度超过了工艺规定的范围,在卷边时就造成卷边层数不够或使卷边咬合时不能完全地把多余的裙边也包容进去而形成铁舌和包边松紧不一的缺陷。为此我们改变了桶底、盖成型工艺,采用底、盖一次成型的复合模具,将原来的两道工序,改为一次完成。从下料到冲压成型在一个基准设备模具上完成,保证了桶底、盖初边精度及中心位置,解决了裙边窄宽不匀的问题,使卷边时能均匀地把裙边按工艺要求包容进去,清除了铁舌现象。
2、桶身扳边工艺对卷边质量的影响
桶身扳边工艺的主要参数(见图3):扳边宽度AB(AB=CD),桶身展开长度L,扳边角度α,扳边角弧度R。
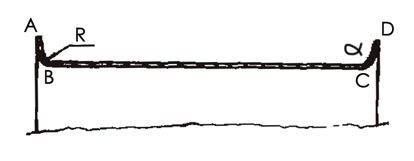
图3 桶身扳边
据三重式七层卷边对桶身扳边工艺尺寸的要求,确定扳边宽度是十分重要的。尺寸AB过宽,会造成桶底、盖裙边包围不到桶身扳裙边,不能形成三重式卷;尺寸AB过小,会使桶身翻边或桶底盖裙边产生自卷缺陷。因此选择适当的尺寸AB,是保证七层圆卷边的关键。
当扳边宽度AB确定以后,影响尺寸AB的因素是尺寸L,其计算公式如下:
L=AB+CB+CD
式中桶身高度CB是定值已由设备确定,可见尺寸L的误差会引起尺寸AB的误差,而尺寸AB的误差将造成卷边层数不足,卷边过松,及出现铁舌等缺陷。因此,在进行桶身下料时要确保工艺参数L的准确性,这是十分关键的。
在扳边工艺中的另一个重要参数是扳边宽度与桶身的夹角α。扳边夹角α过大,将造成自卷或外卷缺陷;扳边夹角α过小,使桶底、盖裙边卷边时包不到桶身扳边男缘,产生桶身翻边等缺陷。在生产实践中,一解以α值在95°+3°较好。另外,三重式七层圆卷边对板身扳边均匀性有一定要求,如果扳边宽度宽窄不均,会出现铁舌等缺陷。扳边尺寸要准确,周边宽度误差不能超过±1mm,而且要使扳边后,宽度周边平直,不能出现凹凸现象,可通过控制扳边设备的上下辊轮的宽度及间隙达到上述要求。
3、缝焊工序对卷边质量的影响
在钢桶常规检验时发现:钢桶的渗漏绝大多数发生在焊缝搭拉的“丁字口”处(见图4)。
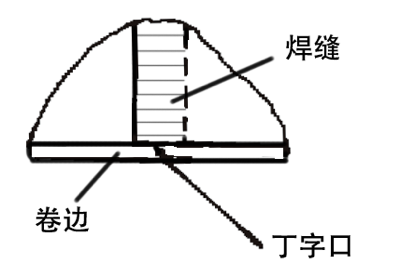
图4 缝焊卷边“丁字口”
通过取样剖析该外卷边情况后发现,在焊缝搭接区域的卷边处出现不规则形状,特别是三重式圆卷边的钢桶,其“丁字口”处的卷边外形尺寸比它的两侧都大,在这区域内最容易出现渗漏,这是因为焊缝焊时搭边使立缝处的厚度增大,在卷边时压轮通过焊缝搭接区域时受力很大,并发出振动声,使缝焊与卷边咬合处的“丁字口”区域卷得不够紧,因而出现渗漏。解决方法是:减薄立缝厚度,将桶身下料后,先进行立缝焊接外的磨边处理,然后再进行缝焊加工,在桶身扳边后,又用砂轮将“丁字口”处的板边宽度进行打磨,以减少“丁字口”区域的厚度,使该区域能平缓过渡达到扳边周围厚度基本均匀,这样减少或基本消除由于板材厚度不均匀而翻裂,保证卷边质量,解决了“丁字口”区域渗漏问题。
另外,还应避免缝焊时出现搭错位现象,它将导致卷边出现铁舌缺陷。
4、密封填料粘贴工序对卷边质量的影响
我厂使用的EP胶是作为出口包装的密封填料,该胶是一种固态发泡型胶条,粘贴上这种胶条后,能使钢桶跌落后随钢桶的变形而变形,并能填充卷边变形后的空隙,具有很好的密封效果。但在胶条的粘贴方式上,不同的粘贴方式其密封效果大不一样。我们就下面三种方式进行了试验:按粘贴位置分为三组(见图5),每组做20只钢桶。
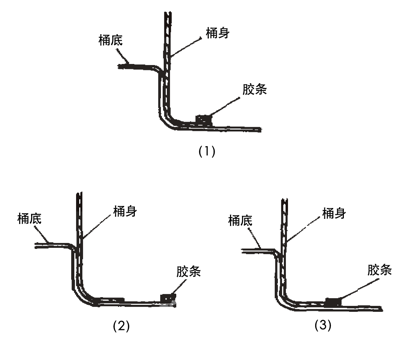
图5 密封填料胶条的粘贴
第1组:将胶条粘贴在桶身板边缘处,见图5(1);
第2组:将胶条粘贴在桶底、盖边缘处,见图5(2);
第3组:将桶底、盖,上入桶身后,粘贴在桶底、盖裙边靠近桶身边缘处,见图5(3)。
卷边封口后,对每一组钢桶进行性能试验,试验结果如下表所示(表1)。
表1 钢桶性能试验结果
| 组号 |
卷边情况 |
气密试验 |
合格率 |
液压试验 |
合格率 |
跌落试验 |
合格率 |
1 |
胶条溢出较多 |
渗漏1只 |
95% |
渗漏2只 |
90% |
渗漏2只 |
90% |
2 |
部分胶条溢出 |
合格 |
100% |
渗漏1只 |
95% |
渗漏1只 |
95% |
3 |
胶条被包装进去 |
合格 |
100% |
合格 |
100% |
合格 |
100% |
分析这三组数据可知,1组和2组的密封效果比3组差,这是因为按这两组粘贴方式,密封胶在卷边时溢出或部分溢出,影响了密封性能,而采用第3组粘贴方式,在卷边时,密封胶全部被包容在指定的位置上,因而能有效地起到密封填料的作用,提高了卷边密封质量。
在密封材料的用量上也要注意,不适当的用量将影响密封卷边质量。
5、整形工序是半成口质量管理的重要环节
在卷边前的半成品阶段,有的需要进行化学处理,或其它表面处理,由于来回周转搬运次数频繁,不可避免地要碰伤钢桶,使钢桶底、盖裙边和桶身扳边部位碰撞变形、损伤,引起卷边质量波动,出现各类缺陷。因此,应增加桶底、盖和桶身组合后,卷边前的桶底、盖裙边、桶身扳边处的整形校正工序。
当桶底、盖裙边及桶身扳边宽度在周转过程中扭曲、变形后,我们可以用一组校正滚轮将底、盖裙过及桶身扳边宽度同时样正(表图6)。使此工序的质量得到保证,防止了卷边时因桶底、盖裙边、桶身扳边处变形造成自卷、外翻边等缺陷,稳定了卷边工序对前几道工序的质量要求。
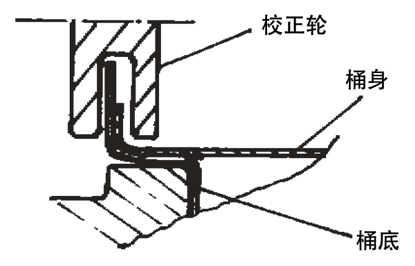
图6 卷边产的整形
6、卷边工序的压轮对卷边质量的影响
要得到满意的七层圆卷边,除了掌握好桶底、盖裙边和桶身扳边尺寸外,设计出满足卷边位置参数的压轮是最重要的。压轮的轮廓曲线直接决定卷边的形状、卷边的松紧,从而直接影响钢桶的质量,根据压轮的作用不同,压轮可分为预卷边压轮和卷边压轮(见图7)。
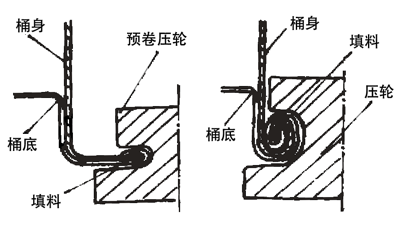
图7 卷边压轮
预卷边压轮的主要作用是将桶底、盖预弯压在桶身折边宽度上,二道压轮主要起卷边成形作用。在卷边过程中,控制好预卷边压轮的工作行程位置是七层圆卷边成形的关键。
在工艺中,我们还要注意调整好卷边压轮和卷封顶盘的上下、侧面间隙,及进给量等工艺参数,消除卷边松散、自卷、翻边、铁舌、外卷等缺陷,确保生产出高质量卷边的钢桶。
三、结论
在钢桶制造工艺中,控制选择扳边宽度和扳边夹角;保证缝焊后“丁字口”区域均匀平缓过渡;正确粘贴密封填料位置;增加卷边前整形校正措施和重视卷边压轮设计 及调试是保证钢桶卷边质量的关键和必要的技术措施。
|
