|
防伪钢桶封盖常见缺陷的原因及对策
文/王瑞波
防伪钢桶大小桶口部位在钢桶生产以及在油品灌装线上封口锁紧时,会出现防伪桶塞连接板断裂,锁闭环防伪齿掉落、防水盖不牢固脱落等问题。这些问题与防伪桶塞、锁闭环本身质量、形状,桶口冲孔翻边后的形状尺寸,锁闭环与桶顶嵌入压合过程、压合后的形状尺寸以及油品灌装后防伪桶塞的旋紧,封口钳的调整、正确的封口方法等过程有关。

图1 防伪钢桶封闭器
一、桶口制造中的技术要求
大小桶口冲孔翻边形状尺寸要达到相应的要求。如不合适会出现锁闭环在桶口放置过程中放不到位,压合模损伤锁闭环,防伪齿变形,锁闭环压合后不平,底部周圆未贴紧桶口八方上平面,这会使防伪桶塞在旋紧过程中防伪桶塞的齿与锁闭环的齿碰撞变形,损坏防伪桶塞的连接板和锁闭环防伪齿。
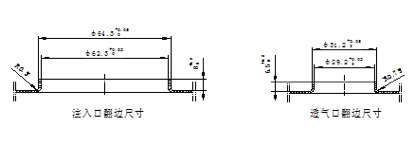
图2 标准桶口翻边尺寸

图3 注入口翻边形状

图4 透气口翻边形状
二、防伪环的安装、调整、运输要求
1、检查大小锁闭环是否完好,无变形、无掉齿等缺陷,如无问题将锁闭环放置于大小桶口部位,使锁闭环底部与桶口八方上平面贴紧,不得有放斜放不到位等现象,以免压合中损伤锁闭环。将放有锁闭环的桶顶在压力机上放平,将桶顶、法兰、锁闭环进行压合,使他们紧密地嵌合在一起。
压合后的桶口形状、尺寸应符合图5和表1的要求。
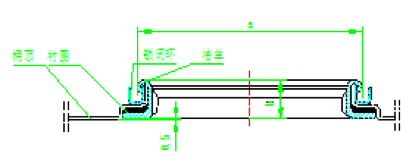
图5 法兰压合尺寸形状
表1 法兰压倒尺寸
| 名称(规格) |
a |
b |
注入口(G2) |
69.5-0.2 |
13.5+0.3 |
透气口(G3/4) |
34.7-0.2 |
12+0.2 |
2、压合后的桶口出现翻边直径、压合高度达不到要求,翻边形状不合适,锁闭环防伪齿变形、损伤等问题时,这将严重影响到桶塞旋紧和桶口,在封口钳封装时造成防伪桶塞变形大连接板断裂、锁闭环防伪齿掉落等问题。如不符合要求,钢桶生产厂家应采取检修或更换模具,或者重新设计压合模结构,调整压力机闭合离度等措施。
锁闭环放置到位的状况见图6,锁闭环放置不到位的状况见图7。
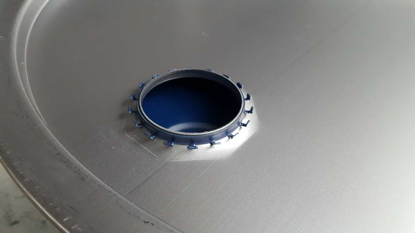
图6 锁闭环放置到位
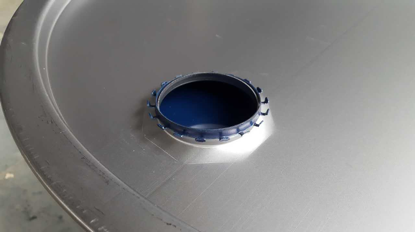
图7 锁闭环放置不到位
3、钢桶生产和运输过程中,不得有碰撞桶口的现象,保证桶口完好,锁闭环防伪齿无变形、无掉落等现象。
三、密封过程的扭力、旋塞、封盖、封口要求
1、在防伪钢桶封口前应进行如下检查:
a.检查灌装线压缩空气压力在0.5-0.6Mpa之间。
b.大小气动扳手扭力应调整在合适的范围,具体要求见表2。
c.检查大小封口钳是否完好,零部件是否齐全,开口直径和锁紧时闭口直径,以及锁紧时定位板位置深度是否合适,详见图8和表2。
表2 气动扳手旋紧扭力调整数值
| G2气动扳手 |
25-40NM |
G3/4气动扳手 |
15-20NM |
注:手动旋紧桶盖时,注意观察,桶塞上的连接板与法兰翻边圆弧面贴实即可。




图8 封口钳的定位
表3 封口钳及定位板参数
| 项目 |
口型大小 |
开口直径 |
闭口直径 |
定位板深度 |
气压 |
数值 |
G2封口钳 |
81 mm以上 |
小于70mm |
12.5+0.5mm |
0.5-0.6Mpa |
G3/4封口钳 |
46 mm以上 |
小于35mm |
9.5+0.5mm |
0.5-0.6Mpa |
2、油品灌装完成后先用手将防伪桶塞旋入桶口,再用气动扳手旋紧,不可将桶塞放于桶口直接用气动扳手旋紧。这将造成桶塞和桶口对不准,使桶塞上的齿和锁闭环的防伪齿严重碰撞,造成桶塞上的齿变形,连接板变形、断裂、锁闭环的防伪齿变形、掉落。防伪桶塞的旋紧程度,以防伪桶塞连接板的下平面与法兰翻边后的圆弧上平面贴紧为合适(见图9) 。不能出现防伪桶塞旋不紧、旋不到位的现象(见图10),使密封垫密封不严;也不可旋紧过度(见图11)使桶塞连接板在封口前已变形或断裂。

图9 桶塞旋紧正确位置

图10 桶塞旋不到位

图11 桶塞旋紧过度
3、桶塞旋紧后提起封口钳,将封口钳和桶塞口位置对准缓慢放下封口钳,放置过程中封口钳齿与锁闭环防伪齿不能碰撞,如有碰撞会造成锁闭环防伪齿损坏掉落,锁紧时锁闭环防伪齿锁不到位。封口钳放置平稳竖直封口钳定位板与桶塞上端面贴紧后(见图9)按动气动按钮使防伪桶塞、锁闭环以及桶口锁紧。桶口锁紧后,保证防水盖能顺畅的放置到位。若不能,则应进行桶口的再次锁紧。
当防水盖不能顺畅放置到位时,切不可用封口钳等工具砸进去,这样会使防水盖变形严重,锁闭环防伪齿掉落。封口钳封口时不能偏斜(见图12),这样会造成封口时防伪桶塞变形严重,连接板断裂,锁闭环防伪齿掉落,放置防水盖时也不能顺畅放置到位。

图9 封口钳对正操作

图10 封口钳偏斜
4、将防水盖放置在桶口,放置到位,使防水盖内圆平面与桶塞平面贴紧,将封口钳和桶口对准,放下封口钳,封口钳放置平稳后按动气动按钮,使防伪桶塞、锁闭环、防水盖、桶口紧贴镶嵌在一起。再次提起封口钳,稍转动方向放下封口钳,放置平稳后,再一次按动气动按钮,进行封口,使它们联接的更加牢固,以保证防水盖不会脱落。防伪钢桶封口过程完成。 |
