|
马口铁桶腐蚀失效过程与应对措施
文/宋伟伟
1.马口铁罐腐蚀现象
金属包装产品腐蚀发生的原因是材料在腐蚀性内容物中的电化学不稳定性引起的。马口铁三片罐主要的耐蚀材料是罐身的涂层、马口铁镀锡层和铁层,以及含有涂层的顶盖和底盖。由于金属包装产品具有一定的保质期,当马口铁空罐设计腐蚀寿命大于保质期时即可满足生产的要求,能够保证食品饮料在货架寿命期的质量安全,过多的腐蚀裕量就是质量过剩,增加产品经济成本。为了同时兼顾合格的设计寿命和经济节约的要求,马口铁三片罐的生产对原料和工艺具有精确的要求,保持产品的质量稳定。
实验研究工作表明,马口铁三片罐内涂层、镀锡层和铁层是罐体的主要腐蚀防护屏障,稳定的原材料和合理工艺能够满足绝大部分实罐产品耐腐蚀性的要求。相关研究同时发现,部分产品的罐内腐蚀发生的时间较早,由于腐蚀种类和发生的位置不同,其发展速度有很大区别,有的实罐几周之内就已产生锈斑了,严重的甚至在腐蚀在几个月后会出现腐蚀穿孔现象,有的实罐腐蚀却能够持续到保质期以后也不会发生腐蚀穿孔。马口铁罐生产和存储过程中常发现在达到实罐保质期之前会出现罐体腐蚀现象,主要的腐蚀形式分为均匀腐蚀和局部腐蚀两大类。局部腐蚀现象对罐体质量安全危害较大,严重时可导致罐体在保质期内发生的腐蚀穿孔泄露。
1.1均匀腐蚀
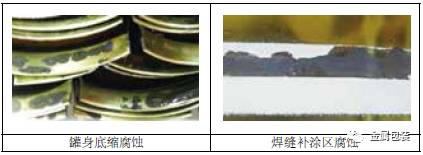
均匀腐蚀又称全面腐蚀,腐蚀现象分布在整个金属表面上,金属表面各个部位的腐蚀速率大致相同,金属的表面比较均匀地减薄,且金属表面无明显的腐蚀形态差别,这类腐蚀由于其发生在全部的表面,易于发现和控制。马口铁罐腐蚀中较常见的腐蚀现象是是均匀腐蚀,大多发生在罐身顶部缩颈区、罐身底缩变形区和焊缝补涂区的位置。
1.2局部腐蚀
局部腐蚀又称不均匀腐蚀,由于电化学性能的不均一性,如异种金属、表面缺陷、浓度差异、应力集中或环境不均匀等因素,形成局部电池而发生腐蚀。局部腐蚀的阴、阳极可区分,局部腐蚀集中在特定的位置,急剧发生,材料快速腐蚀破坏,马口铁罐的局部腐蚀容易导致穿孔泄漏现象。局部腐蚀呈现多样性特点,根据局部腐蚀造成的破坏形态,可将这类腐蚀分为电偶腐蚀、孔蚀、缝蚀、沿晶腐蚀、磨损腐蚀、应力腐蚀、疲劳腐蚀或选择性腐蚀等主要类型。
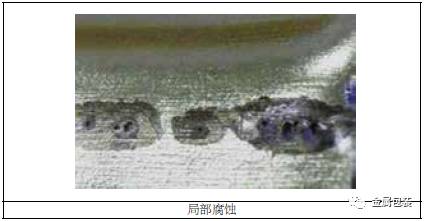
马口铁罐的局部腐蚀大多集中在焊缝区域或罐底盖膨胀圈上,其中罐底腐蚀是腐蚀穿孔的主要区域,如下图所示,黑色均匀腐蚀区的中心出现腐蚀孔,与均匀腐蚀区相比,腐蚀孔区面积很小,是典型的局部腐蚀现象,腐蚀继续发展会导致罐体腐蚀穿孔。
2.马口铁罐腐蚀原因分析
2.1罐身腐蚀防护体系
马口铁罐的腐蚀防护体系由有机涂层/锡层/铁层三重防护结构组成,实罐腐蚀的初期为涂层防护为主,中期锡层防护为主,后期为铁材防护为主,实现保质期内罐体的腐蚀防护,涂层防护起主要作用。在实罐使用过程中绝大部分马口铁罐能够达到保质期的质量要求,仅有少量的实罐会发生腐蚀穿孔。马口铁罐的腐蚀与所包装的内容物有紧密关系,当所包装的内容物具有偏酸性、含盐量高和含硫蛋白多等特点时,使得其内容物腐蚀性较强。有机涂层虽然能够防止内容物液体与金属接触,但通常因其存在孔隙,放置一段时间后会有液体渗入与金属接触,发生锡层溶解。锡层本身相对稳定,但在腐蚀性强的内容物中,以及硝酸盐或硫离子存在时溶解速度较大。一段时间后会暴露金属铁,构成锡-铁电偶,加速铁的溶解。马口铁罐的耐蚀性能大多取决于涂层孔隙率和缺陷,锡层钝性和厚度以及铁的厚度。
2.2涂层失效
涂层性能不仅取决于涂层种类和本身的性能,尤其取决于涂层的施工工艺。金属表面预处理清洁程度,涂层厚度、涂层固化程度和涂层附着力是影响涂层防护性能的主要因素。对于不同内容物产品,合适的涂料和合理的生产工艺对保证实罐产品的质量稳定具有重要作用。
2.3锡层失效
马口铁罐内壁的锡会与灌装时残存于罐内的氧气作用,减少内容物成份被氧化的机会。锡的还原作用对某些淡色水果的风味和色泽有很好的保存效果,因而使用素铁罐能更好地保持内容物的风味和色泽,褐变更轻微,风味品质的接受性较好,贮存期限因而延长。然而,均匀酸性溶锡、硝酸盐和亚硝酸盐引起的异常快速脱锡,锡的硫化腐蚀都会导致锡层逐渐减薄。为了增强锡层耐蚀性能,通常锡层需要进行钝化处理,以降低锡层溶解速度,因此增强锡层钝化膜是改善素铁罐耐蚀性能的重要措施。
2.4制罐工艺
在生产中发现,大部分时候,马口铁罐的腐蚀失效的数量较少,出现的百分比很低,表明腐蚀失效很可能是一些因生产过程中的个别因素引起的随机现象。绝大多数产品的耐蚀性能满足质量要求表明生产工艺是合理的。腐蚀发生的主要原因应该是涂层性能的随机缺陷引起的。实验研究表明,腐蚀发生的区域多集中在罐身顶部缩颈、罐底缩颈、罐底沟槽和焊缝补涂区域,罐身底缩区锡层黑色腐蚀面积也非常显著,底缩过程造成的涂层减薄和缺陷是罐底腐蚀穿孔的主要原因。由于涂层厚度防蚀余量很小,涂层随机减薄的缺陷就会增多,发生腐蚀几率就越大。此外,制罐工艺中的焊缝补涂工艺一直是马口铁罐防腐蚀加工的薄弱环节之一,许多腐蚀都是先攻击罐体的焊缝处,再扩展开来。补涂工艺由于烘道短、加工速度快,要求补涂剂必须能够快速干燥固化,并具有良好的抗酸抗硫性能。对于腐蚀性强的内容物,空罐生产中在补涂的基础上采用全喷涂工艺,使得在提高补涂质量的同时,也弥补了印铁制罐中产生的机械损伤、灼伤等缺陷,大大提高了罐体的耐腐蚀性能。
2.5锡-铁电偶腐蚀
由于铁的电化学活性高于锡,一旦锡层溶解达到金属铁,则会构成锡-铁电偶腐蚀,一旦发生会自发加速进行。锡层和铁层的腐蚀和电化学阳极溶解会产生Sn2+和Fe2+,腐蚀面积越大,Sn2+和Fe2+数量越多,虽然少量的Sn2+和Fe2+有益于补充人体的微量元素,但达到一定程度会改变饮料口味,需要加以控制。在腐蚀进程中,铁作为阳极会加速溶解,锡为阴极停止溶解,并加速铁的阳极溶解,导致铁腐蚀向纵深发展形成局部腐蚀孔,腐蚀孔在腐蚀斑中心,而周围区域则不再腐蚀,最终导致实罐腐蚀穿孔泄漏。
马口铁罐的腐蚀过程纵向分为三个阶段,涂层失效、锡层溶解和铁层腐蚀穿孔。其中涂层失效需要较长的时间,其次是锡层溶解时间,最后的铁层腐蚀穿孔是自发加速的,时间最短。马口铁罐整个腐蚀过程由发生期和发展期组成,发生期为腐蚀诱导期,腐蚀在这一期间是可逆的,会继续腐蚀,也会停止腐蚀。发展期为不可逆的,只要进入发展期,腐蚀过程不能逆转,而且逐渐加速,直至腐蚀穿孔。涂层失效为发生期,而进入锡层溶解则进入发展期,腐蚀加速进行直至罐体穿孔,显然,在腐蚀发生期控制腐蚀过程是最有效的。马口铁罐的腐蚀过程还存在横向分布形态,即各个腐蚀区域的发生和发展的速度是不同的。在某一时刻,有的区域处于腐蚀发生区,有的可能进入腐蚀发展区,罐体的绝大部分区域应该处于腐蚀发生区,不会进入发展区,只有极少量的薄弱区域会进入腐蚀发展区。
3.增强马口铁罐耐蚀性能措施
马口铁罐内壁的腐蚀是不可避免的现象,无论是高锡铁,还是涂层与金属的防护体系,由于所包装内容物的腐蚀、加工变形和运输碰撞产生的涂层破损腐蚀失效都时常发生。因此增强马口铁空罐的耐蚀性能,减缓罐内壁腐蚀而使之降到最低程度,需要从制罐原材料和生产工艺等各个方面入手,根据内容物的特性选择合适的空罐使两者能够进行良好匹配。与其它金属的耐蚀性能越高和寿命越长越好相比较,马口铁罐产品有保质期寿命限制,过高的腐蚀寿命会导致质量过剩,浪费经济效益。在现有的生产工艺中,兼顾质量安全和经济效益最大化,提高涂层防护性能和马口铁锡层性能对于改善马口铁罐的耐蚀性能具有较大的可行性。
3.1开发新型涂料
提高涂层耐蚀性能的主要方法是增加涂层厚度、涂层附着力和固化程度,减少涂层的孔隙度,增强涂层结合力和涂层柔韧性。在马口铁空罐生产中,增加涂层厚度和硬度以及减少孔隙率,不会明显增强其耐底缩加工的能力,因而不会产生明显的效果。增强涂层结合力和柔韧性具有重要作用,通过此措施能够显著增强涂层耐底缩加工的能力,减少加工时产生的缺陷,增加腐蚀寿命。增强涂层结合力和柔韧性的途径主要是改良涂层化学配方。考虑到涂层配方的改变是系统工程,还要兼顾涂层的涂布印刷、食品安全等其它重要性能,应尽量在成熟的涂层配方基础上进行系统调试。涂料配方改良方案将会显著影响空罐生产工艺,但从长远来看,这一措施有可能彻底解决罐体的耐蚀性能,有益于该产品的升级和长远发展。
3.2增强锡和铁层耐蚀性能
提高马口铁锡层的耐蚀性能的有效途径之一是进行锡层钝化处理。锡层的钝化处理涉及到下游钢铁供应商的生产能力和技术条件,对于有能力的马口铁供应商,可以探索马口铁钝化性能与耐腐蚀性能的关系,钝化锡层与涂层的结合力匹配性能等课题,生产出高性能的马口铁产品。
马口铁的铁层承担着结构骨架作用,相比于涂层和锡层来说,增强耐蚀性能的余地和效果不大,且会增加生产原料成本。尤其是在增强了涂层和锡层耐蚀性能后,不需要增强铁层耐蚀性能,也能够满足罐体耐蚀性能的要求。
3.3增强空罐耐蚀性能的工艺
由于马口铁罐的产品保质期所限和产品成本因素,罐体材料厚度和强度有限,内外涂层的韧性有限,以及底缩生产工艺的需要,罐体承受外力的能力较弱,容易在生产过程的各个环节产生变形和涂层缺陷,增加全喷工序是较好的补救措施。罐体底缩工艺是成熟的自动化生产工艺,其工艺条件对于罐体强度和密封性能至关重要,减轻工艺加工力的余地很小。如果改善全喷工艺,使其完善修补可能产生的底缩区破损涂层,仍能够达到增强涂层防护性能和腐蚀寿命的目的。
研究发现,全喷喷嘴距离罐底较远,喷发力较弱,会导致罐体底缩沟槽区域全喷修补不完善,存在遗漏区。因此可以通过向罐内移动喷嘴减小喷射距离,或者增加喷嘴喷气动力,或减小喷出角度,或降低涂料的粘度,使全喷涂料能够到达罐体底缩沟槽区,确保底缩沟槽区涂层缺陷区能够获得完全修补,增强底缩涂层的防护能力,这将会有效地降低罐体底缩区发生腐蚀的几率,延长马口铁罐腐蚀寿命。
此外,由于全喷涂料与底涂涂料的种类不同,可能会发生涂层相容性问题,降低全喷涂层和底涂涂层的结合力,导致底缩涂层缺陷修补不完善,应该选择与罐体底涂涂层相容性好的涂料,增强两种涂料的结合力,确保全喷涂料的完整性和强度。
3.4加强空罐运输防护
马口铁罐出厂包装和运输是空罐和实罐生产必不可少的环节,研究发现运输碰撞对马口铁罐的腐蚀寿命具有较大的影响,空罐生产运输和实罐灌装时应采取减缓马口铁罐碰撞冲击的措施,防止罐体的磕碰变形、损伤等问题。采用缓冲碰撞包装材料,在马口铁空罐之间增加缓冲材料等等。在实罐生产时,增加空罐的定期抽样检验,避免包装运输碰撞导致的涂层破损的空罐用于生产,筛选合格的空罐用于实罐灌装生产。
|
