| |
点凸焊机机头的改进
文/王雅民
1、问题的提出
目前,国内制桶企业使用的点凸焊机按电极加压方式分,主要有杠杆式加压和气动直压两种形式。其中,杠杆式加压的焊机加压机构为杠杆结构,上电极动作轨迹为圆弧形,主要用于厚度不大的板材焊接。气动直压式点凸焊机的加压元件为气缸,加压运动为直线形,上下电极间的距离可根据被焊工件的形状、厚度不同,做较大范围的调整,因而应用范围非常广泛。然而,这种气动直压式焊机有其结构方面的缺陷。当焊接频繁,尤其在整条焊接生产线中或在多点焊接时,焊接的效果往往不太理想。在我们进行的钢桶焊接生产中就出现过这种情况: 上班后所焊的第一批工件和用气高峰时焊接的工件,在焊接规范不变的情况下,效果大不一样。前者往往焊点变形很大,焊点凹陷甚至焊穿工件;后者经常出现飞溅、虚焊等现象。
针对这一问题,我们经过长期的观察和试验,总结出以下几方面影响因素:
①电极压力的影响
气压不稳定是影响焊接质量的主要因素。当气缸活塞下降时,管道气压会急剧下降,导致电极间的压力小于焊接所需压力,焊缝出现未焊透现象。而当出现这种情况时,以往我们采取的方法是调大气压,这种做法往往又会使得压力过大,易将凸点压平,影响焊接电流,降低合格率。
②焊接时间的影响
焊接循环是一个由加压、夹紧、焊接、保持、休止、再加压的重复过程。其中,预压时间、焊接时间是焊接工艺参数中两个较重要的参数。预压时间是从加压后压力达到一稳定值时开始计时,而目前市场上销售的焊机均从电磁阀得电,气缸刚开始动作起计时, 也就是图1中a+t预,把上电极加压的行程时间也计算在内,致使预压时间不准确,从而使焊接时间的实际值也与标定值有出入,造成实际焊接时间过短或过长,影响焊接质量。
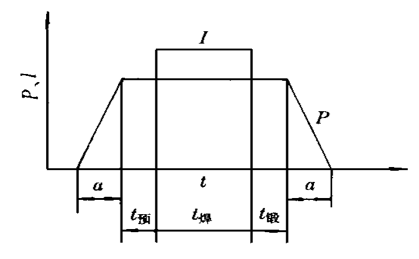
图1 焊接时间的影响
a——机器动作时间
③ 电极的影响
当电极的动作跟不上工件总厚度的突然减小时,压力将瞬时下降。如果在通电时发生,则界面的接触电阻和产生热量的速度将增加。电极力的瞬时下降,将造成不合格的焊点性能以及大于正常的电极磨损。
2、解决办法
如图2,机头内选用了大刚度碟簧、三位五通电磁阀(中央封闭式)和无触点接近开关。当气缸加压至被焊工件时,上电极继续下行,压缩弹簧;事先根据被焊件所需焊接压力的大小, 调定遮光板与开关间距, 当压力到达所需值时,无触点开关接通,后,使电磁阀失电,气缸不再下行, 此时开始计时,即预压时间开始; 预压时间过后, 主回路得电,开始焊接。
改制经过,可以得到准确、可靠的预压时间,而且使焊机具备自我保护功能,即当气源压力不足时,气缸压力不足以压缩弹簧至接近开关,开关不能被接通,没有电信号,电路处于断路状态,焊机不进行焊接;只有当气源压力足够时才开始焊接,从而避免了因压力不足时焊接而出现的未焊透现象,确保了焊接接头的合格率。此外,由于采用了碟簧做为传递压力的元件,使得电极的加压动作非常缓和,碟簧的缓冲、减震功能避免了气缸的大压力直接作用在焊点处,导致工件变形,同时也减小了电极的磨损。
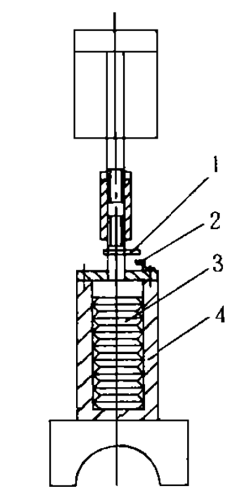
图2 机头改进结构
1.遮光板;2. 接近开关;3.碟簧;4. 导柱
3、结论
(1)机头结构经改进后,焊接质量明显提高,被焊件表面平滑美观,且焊接质量稳定。
(2)减小了电损磨损,延长了电极的使用寿命。改变了因频繁更换电极头而造成的效率低下的现象,降低了生产成本,具有良好的综合经济效益。
(3)改焊不同厚度工件时,只需根据压力的不同,改变遮光板上下位置即可,具有调节简便的优点。
(4)此种结构为今后实现微机控制奠定了基础。
(5)在薄板焊接或薄壁件焊接时,这种结构所提供的优越性更为明显。
|
|
