|
对200升钢桶桶底强度的研究
文/刘裕祥
【摘要】为保证包装钢桶的可靠性和耐用性,对钢桶的物理性能和机械性能应全面考虑。国标GB/T 325中200升闭口钢桶是桶身与桶底、桶顶卷边而形成的,现在采用圆卷边,再加上桶底、桶顶与桶身翻边处通过机械预压、整平、紧密配合后大大增加了钢桶的强度。
【关键词】钢桶;桶底强度;机械预压
1 引言
在我国改革开放政策指引下,各种产品内销出口任务日益增多,随着化工、石油、医药等工业生产速度逐年递增,其产品不仅品种多,而且花色也剧增,这些产品对包装用钢桶的强度要求更高了。下面对如何提高200升钢桶桶底强度问题提出一些建议。
2 钢桶的可靠性和耐用性
产品的流通过程很复杂,在这个过程中所遭受到的破坏因素和破坏形式也是多种多样的。因此,为保证包装钢桶的可靠性和耐用性,必须周全地考虑到所有的破坏因素。这就对包装钢桶的物理性能和机械性能提出了很高的要求,同时还必须有一定的安全系数,在日常生活中可以看到,一些产品的包装在达到消费手中时,就已经破烂不堪,根本谈不到保护产品的作用,更谈不上使产品美观和吸引用户了。国外有许多用户对200升钢桶周转使用,产品用完之后,钢桶基本上完好如新,还可以复用或另作他用,例如:我厂从德国进口采用200升钢桶包装的化工原料,料用完后,工厂又把此钢桶装化工产品销往国内用户;另外,我厂生产的200升钢桶装化工产品出口到美国,美国用完料后,利用此钢桶装油漆等溶剂第二次运输使用。现在,国内外对各种不同的包装,都规定了标准化的规格,以适应产品对牢固性及其它各方面的需要。
3 卷边形式与受力情况分析
国标GB/T 325中200升闭口钢桶是桶身与桶顶、桶底卷边而成型的,在填充料(密封胶)不变的情况下,卷边的形状不同,钢桶强度也不同,我厂参照国标GB/T 325生产的钢桶卷边有两种形式,第一种形式为平卷边,第二种形式为圆卷边,如放大图(图1、图2)。
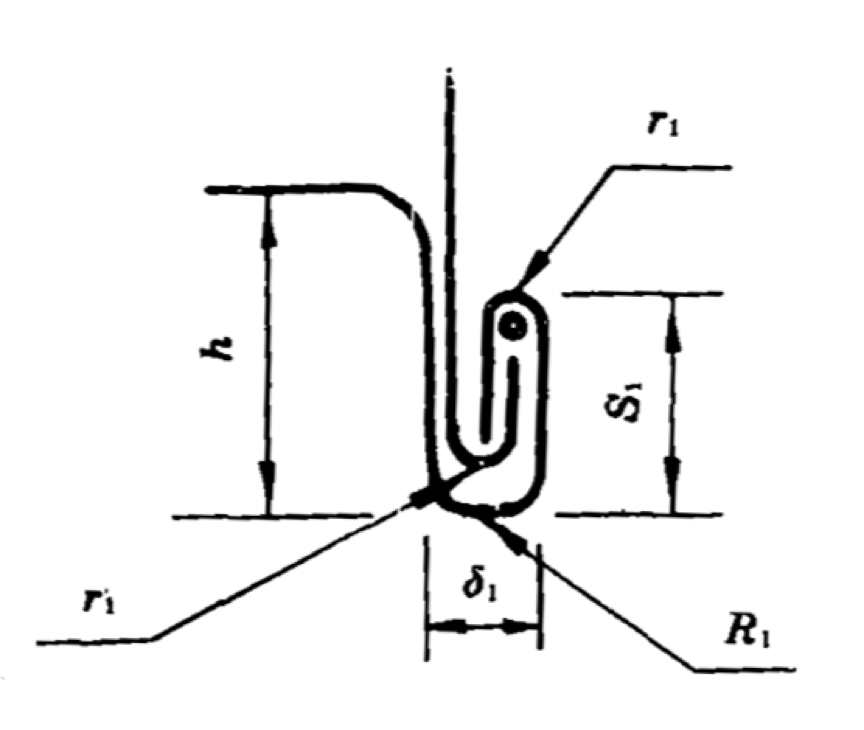
图1 平卷边示意图
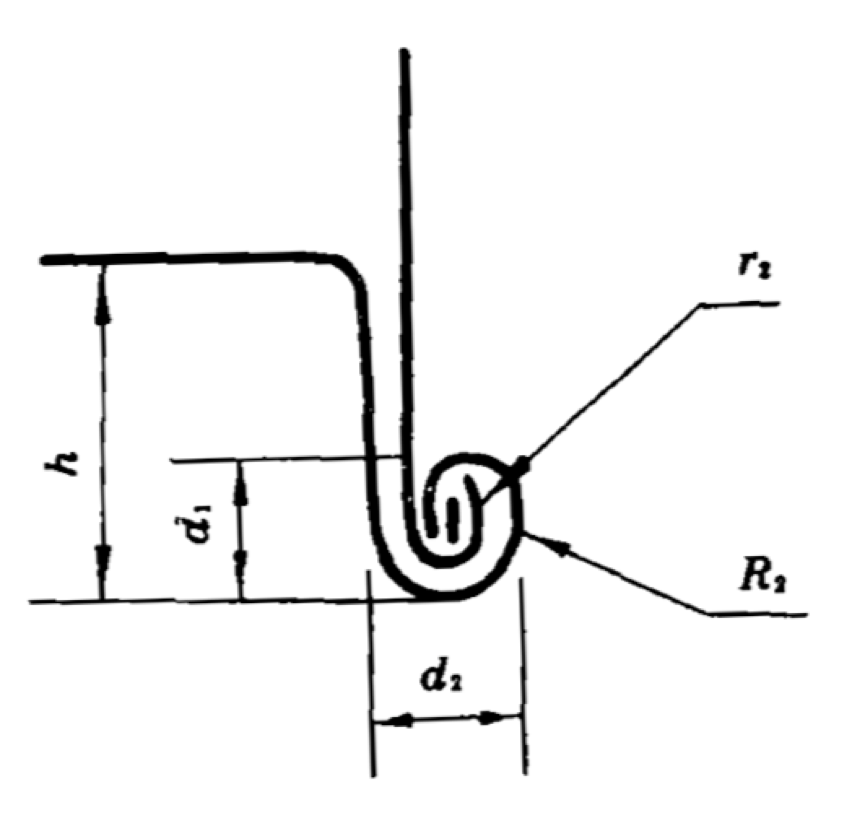
图2 圆卷边示意图
表1 平卷边抽检情况(单位:mm)
| 序号 |
卷边厚度δ1 |
卷边高度S1 |
1 |
6.67 |
14~15 |
2 |
6.50 |
14~15 |
3 |
6.75 |
14~15 |
4 |
6.65 |
14~15 |
5 |
6.40 |
14~15 |
6 |
6.47 |
14~15 |
7 |
6.28 |
14~15 |
8 |
6.06 |
14~15 |
9 |
7.21 |
14~15 |
10 |
7.16 |
14~15 |
11 |
7.22 |
14~15 |
12 |
7.31 |
14~15 |
13 |
6.40 |
14~15 |
14 |
6.57 |
14~15 |
15 |
6.46 |
14~15 |
16 |
6.40 |
14~15 |
17 |
6.55 |
14~15 |
18 |
6.46 |
14~15 |
19 |
6.34 |
14~15 |
20 |
6.20 |
14~15 |
我厂实际生产的钢桶卷边形式和放大图相类似,其测得的数据如下
(1)平卷边桶抽检情况(如表1)。已知薄钢板厚度为δ=1.25mm。从上表中可以计算平卷边厚度平均值为δ1=6.603mm,那么,卷边扣弯曲半径可以计算得:
R1=(δ1-δ)/2=(6.603-1.25)/2=2.677(mm)
r1=δ/2+δ=1.25/2+1.25=1.875(mm)
(2)圆卷边抽检情况(见表2)。
表2 圆卷边抽检情况(单位:mm)
| 序号 |
卷边直径d2 |
卷边直径d1 |
1 |
10.05 |
9.85 |
2 |
9.88 |
9.96 |
3 |
9.75 |
9.82 |
4 |
10.10 |
9.97 |
5 |
10.12 |
10.00 |
6 |
9.95 |
10.12 |
7 |
10.00 |
9.87 |
8 |
9.81 |
9.99 |
9 |
9.85 |
10.05 |
10 |
9.95 |
10.12 |
11 |
9.87 |
10.05 |
12 |
10.05 |
9.87 |
13 |
10.15 |
9.95 |
14 |
10.10 |
10.10 |
15 |
9.96 |
10.02 |
16 |
10.05 |
10.00 |
17 |
9.97 |
9.97 |
18 |
10.12 |
10.05 |
19 |
10.06 |
9.88 |
20 |
|
9.95 |
已知薄钢板厚度δ=1.25mm,从上表中可以计算出圆卷边后的平均直径d2=9.9765≈10mm,那么,卷边扣弯曲半很可以计算得:
R2=(d2-δ)/2=(10-1.25)/2=4.375(mm)
r2=(d2-3δ)/2=(10-3×1.25)/2=3.125(mm)
(3)钢在常温下变形时,其组织结构及机械性能也有了显著的改变。
随着变形程度的增加,强度极限及硬度上升,而延伸率及冲击韧性降低。钢在常温下变形时,硬度升高是由于变形后晶格与晶粒均产生了扭曲,产生了内应力,使原子处于高位能的状态,因此,要使金属继续变形就需要更大的外力;同时,晶粒与晶粒之间生产了碎晶阻碍滑移的摩擦阴力增大,也就增加了变形的困难。薄钢板弯曲度增加之后,就产生上述情况,此时继续增加外力,使之变形过大时,钢板的弯曲的地方就失去了弹性和延伸率,容易产生裂纹和撕裂现象。
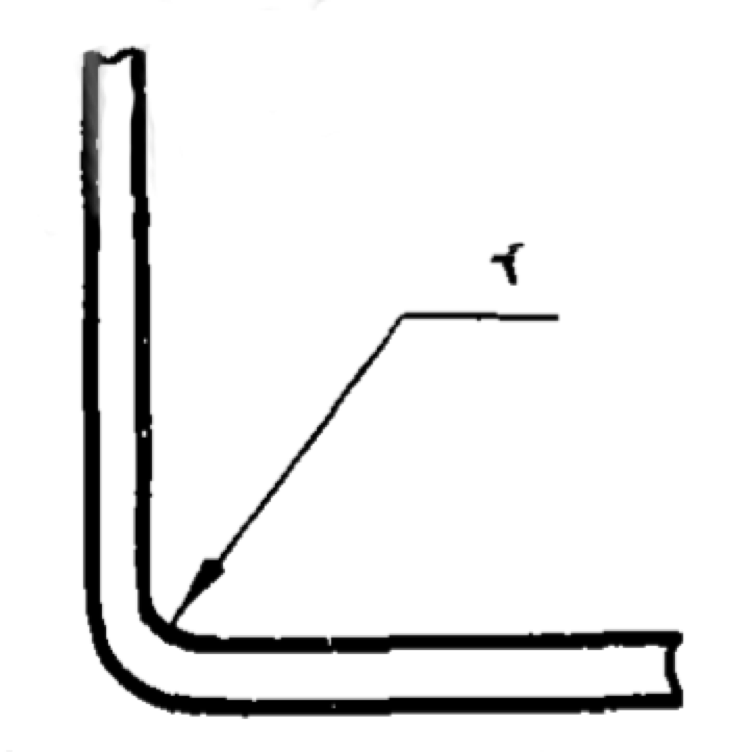
图3 钢板弯曲半径r
为了弯曲时防止破坏,钢板弯曲时最小半径必须这样选择,最小弯曲半径:
rmin=K•δ
K——系数,一般取0.25~1;
δ——钢板厚度,mm;
钢板的厚度为δ=1.25mm,代入上式,得:
rmin=K•δ=0.25×1.25=0.312(mm)
rmin= K•δ=1×1.25=1.25(mm)
为了使金属薄钢板不产生破裂,规定半径必须增大约1倍。所以,
r大=2×rmin=2×1.25=2.5(mm)
根据理论分析及计算结果可以看出,钢桶的卷边形式不同使薄钢板产生弯曲半径也不一样。
平卷边:r1<r大
圆卷边:r2>r大
圆卷边不易使桶顶、桶底卷边处的钢板产生破裂现象,保证了钢桶的牢固性。通过钢桶的性能试验更加证实了圆卷边比平卷边好。
(4)钢桶的桶底、桶顶与桶身翻边处通过机械传动机构预压、整平、紧密配合后提高了钢桶的强度和密封性。
我厂生产200升闭口钢桶,用于包装化工产品,此产品对包装要求较严,不仅要适应内装物使其质量指标不发生任何变化,而且,对
桶的强度、密封性等诸方面都要求很高。储运过程中钢桶避免不了撞击、坠落等,所以,要想法提高钢桶的强度和密封性。
国标GB/T 325标准中对钢桶桶底、桶顶与桶身卷边组合时只有尺寸和填密封胶等技术要求,但是,对卷边组俣时没有规定桶底、桶顶和桶身翻边的宽窄尺寸,更没有规定卷边组合成形的技术要求。因此,我厂生产200升钢桶时,桶底、顶与桶身卷边组合成形前,将桶底和桶顶折边尺寸严格控制在30±1mm,桶身折边尺寸控制在18±1mm范围内,并且桶底、桶顶与桶身组合后在专用机械传动机上夹紧滚动使之桶底折边、桶顶折边和桶身翻边部分预压、整平按一定角度紧密配合,如图4所示。另外,钢桶卷边组合成形前,使桶身折边的焊缝处暴露在卷边外的突出小铁舌打磨平整,然后在卷边机上卷边组合成形。这样生产制造的钢桶的双重卷边无铁舌,而且,外观光滑、均称。通过钢桶性能试验证明:这种成形方法大大提高了钢桶强度和密封性(密封胶不变)。
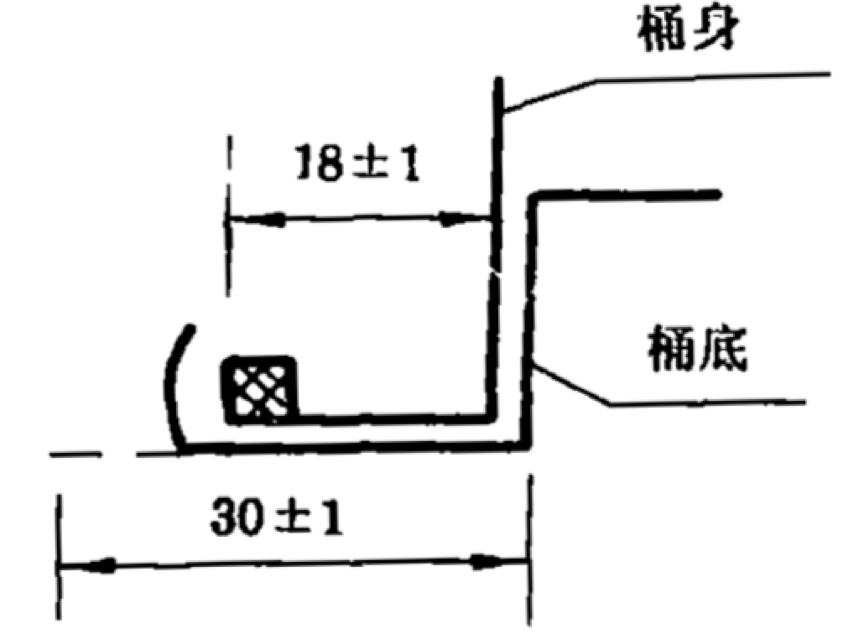
图4 钢桶组合成形翻边尺寸控制
4 200升闭口钢桶试验情况
我厂出口化工产品的包装钢桶符合“国际海上危险货物运输规则”第Ⅱ类技术条件要求。
“海运危规”第4.2.1.2.1条规定,应进行跌落试验、液压试验、堆码试验和气试验。
(1)跌落试验
a.试验数量:3个钢桶
b.跌落目标:符合“海运危规”4.2.。1.2.3.3规定
c.跌落高度:符合“海运危规”4.2.1.2.3.4规定
d.撞击点:符合“海运危规”4.2.1.2.3.5规定
(2)堆码试验
按“海运危规”4.2.1.2.6.3试验方法进行。具体作法是事先装好(按规定)水的钢桶一只,将两块平整 的板平放于桶上,保持平衡。其上放置相当于堆积八只钢桶高,底层桶所承受的重量1561kg铅块(每桶高882mm,每桶毛重223kg,堆积高度为H=8×0.882=7.065m,底层桶承重G=(8-1)×223=1561kg)。重压24小时,量其尺寸,桶身均无任何变形。检查结果符合“海运危规”第4.2.1.2.6.4条规定。
(3)液压试验
a.试验数量:一只桶
b.试验方法:符合“海运危规”第4.2.1.2.5.3条规定。
c.试验标准:符合“海运危规”第4.2.1.2.5.4条规定。
(4)渗漏试验
空钢桶内通入干燥气体,当气压上升到49kPa,稳压5分钟。
a.试验方法:符合“海运危规”4.2.1.2.4.3条规定。
b.试验标准:符合“海运危规”第4.2.1.2.4.5条规定。按照以上程序完成了两次试验,其试验结果如下:
第一次试验:平卷边钢桶试验结果,见表3。
表3 平卷边钢桶试验记录表
| 跌落试验 |
撞击部位 |
钢桶损伤变形情况 |
试验情况 |
结论 |
桶底与焊缝交接处 |
桶边凹进30mm,底凸出15mm |
撞击处微漏 |
不符合“海运危规”要求 |
纵向焊缝 |
桶轻微变形,微凹 |
撞击处不漏 |
符合“海运危规”要求 |
桶顶 |
桶顶微变形 |
撞击处微漏 |
不符合“海运危规”要求 |
堆码试验 |
桶未变形 |
不漏 |
符合“海运危规”要求 |
液压试验 |
桶内压力78kPa |
大口盖处微漏 |
不符合“海运危规”要求 |
气压试验 |
桶未变形 |
全面检查 |
符合“海运危规”要求 |
第二次试验:圆卷边钢桶试验情况,见表4。
表4 圆卷边钢桶试验记录表
| 跌落试验 |
撞击部位 |
钢桶损伤变形情况 |
试验情况 |
结论 |
桶底与立缝交接处 |
桶边凹进25mm,底凸15mm |
试验正常、不漏 |
符合“海运危规”要求 |
纵向焊缝 |
桶轻微变形 |
试验正常、不漏 |
符合“海运危规”要求 |
桶顶 |
桶顶微变形 |
试验正常、不漏 |
符合“海运危规”要求 |
堆码试验 |
桶未变形 |
试验正常 |
符合“海运危规”要求 |
液压试验 |
桶顶凸起、变形 |
试压103kPa,不漏 |
符合“海运危规”要求 |
气压试验 |
桶未变形 |
不漏 |
符合“海运危规”要求 |
以上各种试验证明,200升钢桶采用了圆卷边,合理的选用桶底、桶顶与桶身组合时通过机械预压、整平及选用合理的密封胶等一系列技术措施,大大提高了钢桶的桶底强度和密封性,保证了化工、石油、医药等产品在流通过程中的意外损失,减少了索赔等现象,无形中增加了各单位的经济效益。
|
