| 问题 |
现象 |
方法及建议 |
起泡 |
在干的胶膜上发现起泡 |
水基胶:降低烘箱温度
溶剂胶:降低加热器温度或采用物理方法减慢溶剂挥发速度 |
空气泡 |
干胶膜上有空气泡 |
水基胶:
-检查搅拌时有无涡流产生,检查胶膜比重;
-保证搅拌桨在胶面以下;
-如同时有胶膜波纹产生可采用大一号喷嘴并降低注胶压力;
-降低喷嘴高度。 |
密封胶结块 |
液态密封胶中有固态结块物质,堵喷嘴或滤网 |
水基胶:
-搅拌密封胶前滤去表面结皮;
-避免长时间搅拌;
-检查注胶机与胶接触部件有无铜、锌等重金属材质;
-试检查胶罐密封
-检查密封胶PH值 |
喷嘴划胶 |
喷嘴与胶膜接触 |
水基胶和溶剂胶:
-提高喷嘴高度
-检查盖与压盘是否匹配 |
胶滴污染 |
盖面有密封胶微粒 |
水基胶:
-检查顶针喷嘴是否磨损
-更换顶针喷嘴
-更换顶针关闭弹簧
-调节喷嘴高度 |
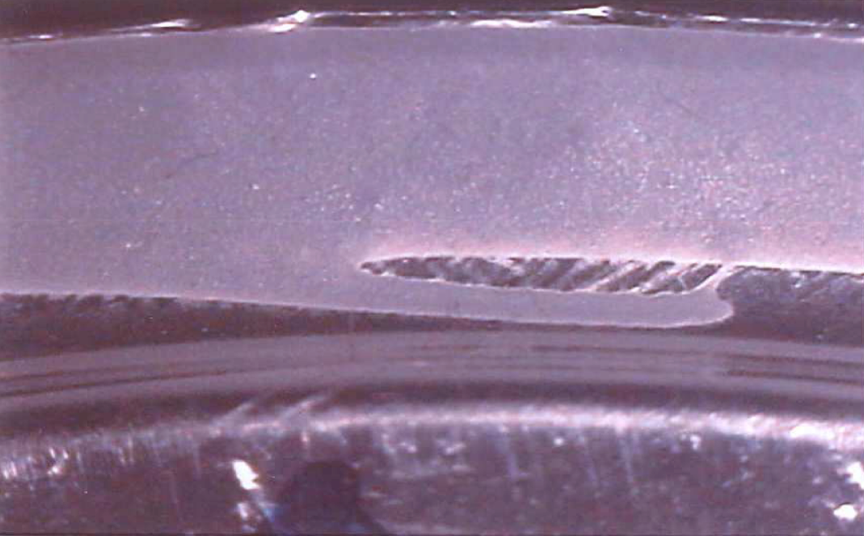
拖尾 |
在盖的肩部有一条密封胶 |
水基胶:
-改用更强的顶针关闭弹簧
-检查顶针喷嘴是否磨损
-降低喷嘴高度
-增加后旋转(3/4圈)
溶剂胶:
-改用更强的顶针关闭弹簧
-检查顶针喷嘴是否磨损,降低喷嘴高度
-减小喷嘴口径
-控制胶温(37-42℃)
-增加后旋转(3/4圈) |
喷嘴挂胶 |
喷嘴口有密封胶堆积 |
水基胶:
-提高喷嘴高度
-检查喷嘴顶针是否磨损,必要时更换
-使用喷嘴清洗装置
-降低顶针高度
-使用更强的顶针关闭弹簧
溶剂胶:
-提高喷嘴高度
-检查喷嘴顶针是否磨损,必要时更换
-检查喷小编清洗装置
-保证足够的后旋转 |
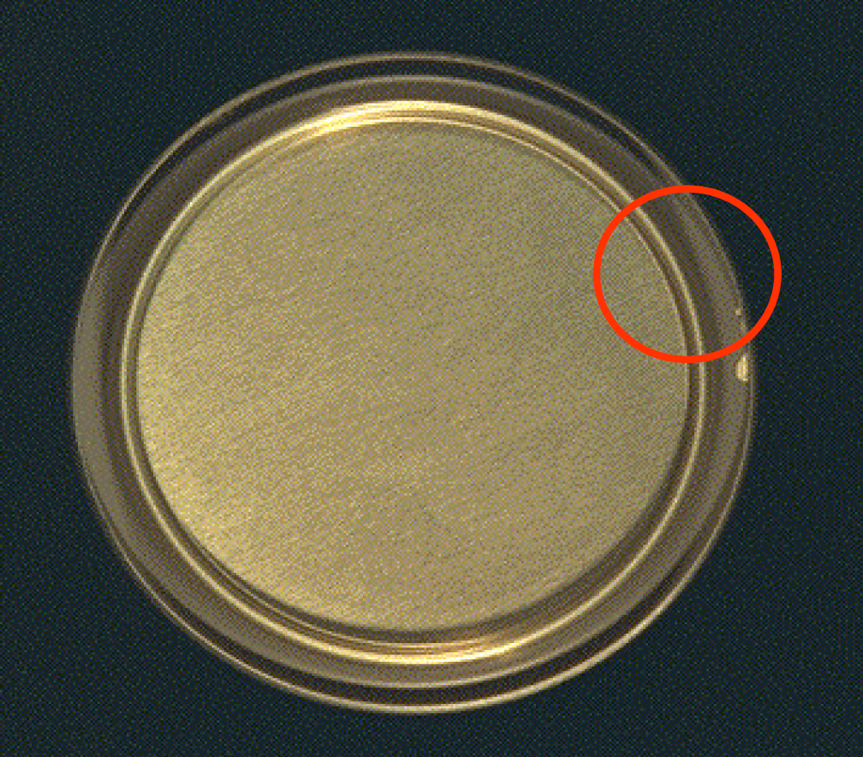
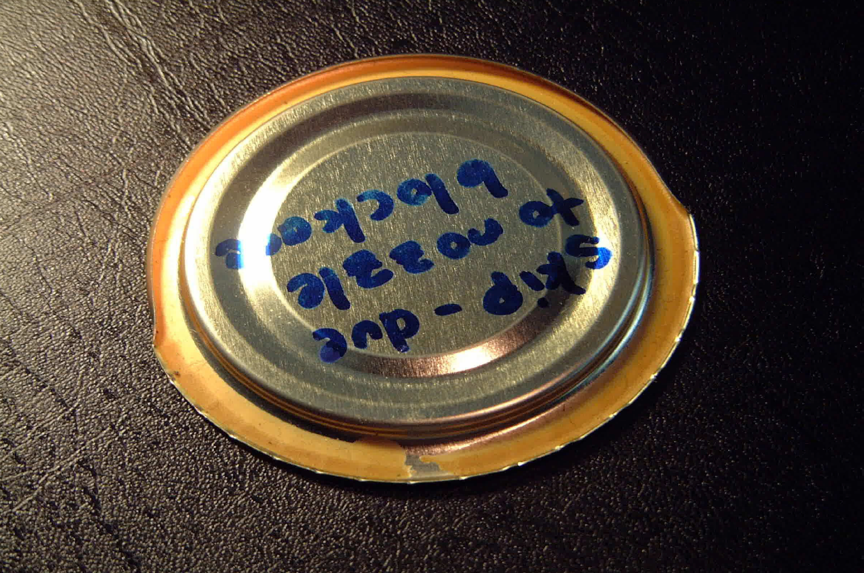
喷嘴堵塞 |
喷嘴内有胶 |
-清洗喷嘴
-清洗滤网 |
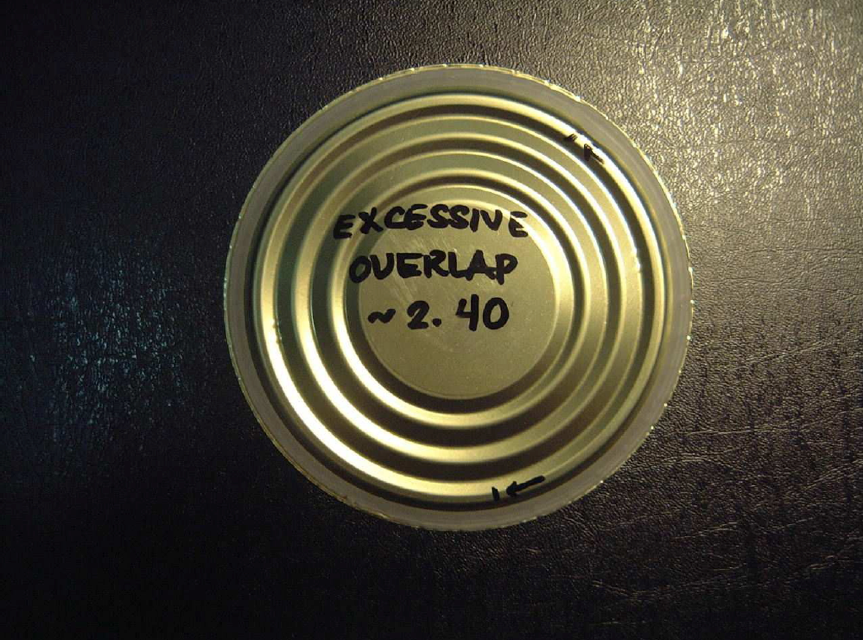
重叠过度 |
超过1/8(0.125)胶圈重叠 |
水基胶和溶剂胶:
-减少注胶时间
-降低顶针高度(机械枪) |
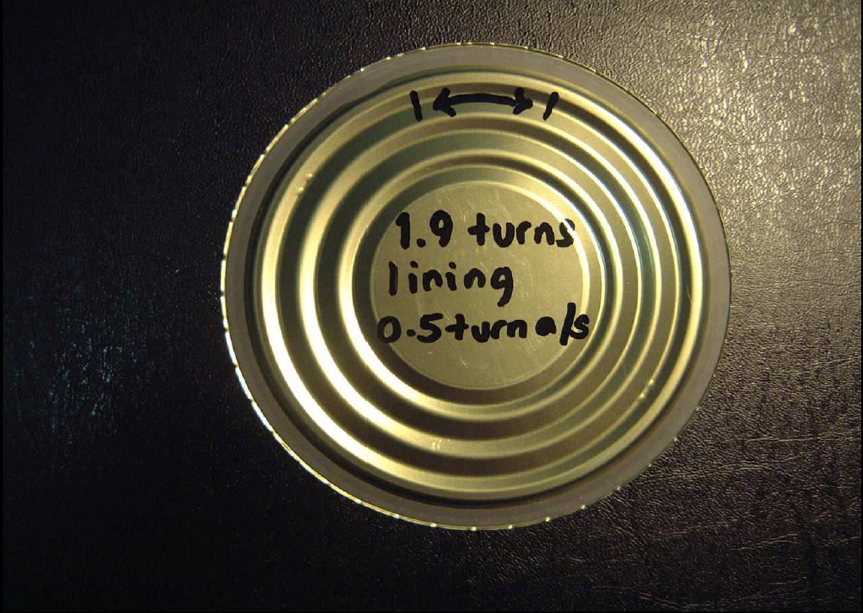
重叠不足 |
注胶小于1、2或3整数圈 |
水基胶和溶剂胶:
-增加注胶时间,或调整注胶时间凸轮 |
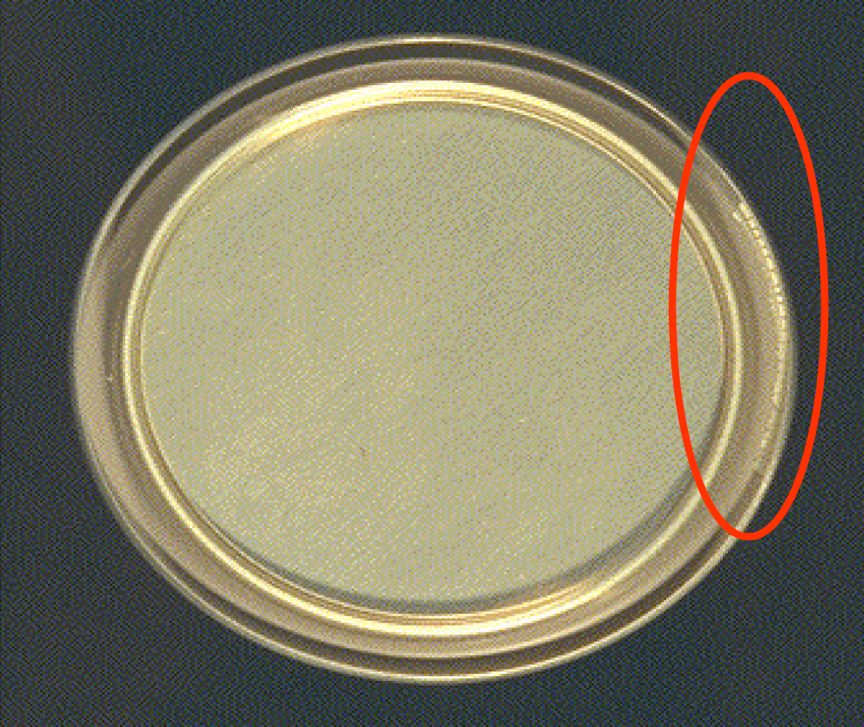
断胶或无胶斑点 |
胶圈上有缺口或无胶斑点 |
水基胶:
-建立正确的注胶圈数
-若胶量低可考虑增加胶量
-提高压盘转速
-检查桶盖是否与压盘匹配,相互有无滑动
-检查密封胶空气含量
-检查喷嘴挂胶
溶剂胶:
-建立正确的注胶圈数
-检查有无喷嘴挂胶或结块 |
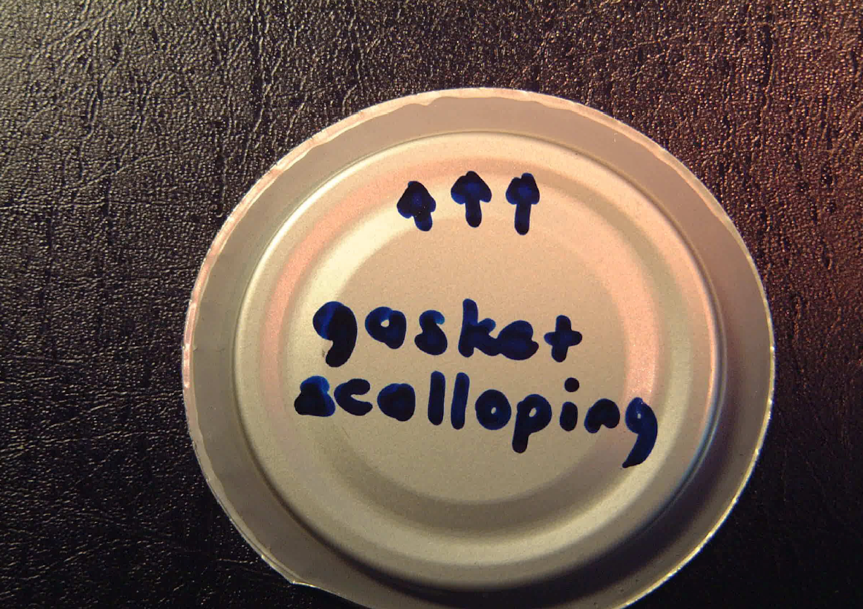
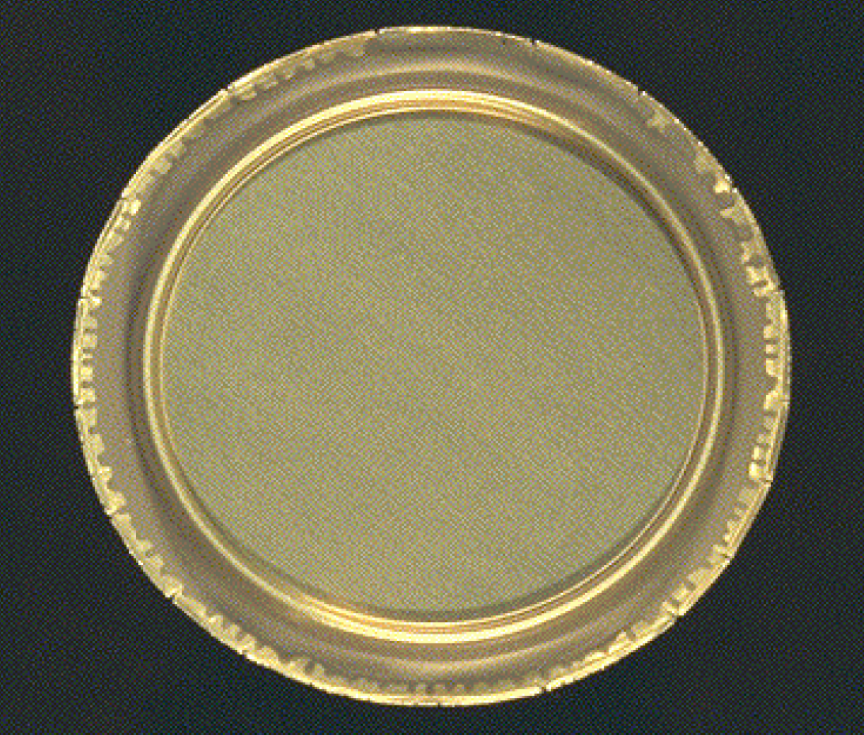
扇形胶带 |
在重叠区域不均匀的胶带 |
水基胶和溶剂胶:
-增加后旋转
-增加压盘速度 |
挤胶 |
双重卷封后在卷封外有胶 |
-检查盖的干燥度
-检查胶量和分布
-检查双重卷封紧密度
-检查油、润滑油污染物 |
挤出 |
热灌装或杀菌后密封胶挤出 |
-检查胶量和分布
-检查双重卷封的紧密度
-检查过度的工艺条件
-检查密封胶工艺适用性 |
溅胶 |
密封胶注出注胶区 |
水基胶和溶剂胶“
-调节喷嘴口径
-降低注胶压力和顶针高度 |
机台污染 |
机台表面被密封胶污染 |
水基胶:
-降低顶针高度,调节喷嘴高度,降低注胶压力 |
胶量波动过大 |
胶量波动大 |
水基胶和溶剂胶:
-改用精确调压阀和压力表
-清洗或更换滤网
-注意封口胶的用前搅拌
-控制胶温
-旋紧注胶枪各部件螺丝
溶剂胶:
-更换温度计或磨损的输送泵
-检查压力控制回路是否失灵 |
胶量过低 |
胶量低于标准 |
水基胶:
-提高注胶压力或顶针高度
-若注胶压力大于30psi,应用大一号喷嘴
-检查系统有无堵塞
溶剂胶:
-提高注胶压力或顶针高度
-若注胶压力大于44psi,使用大一点的喷嘴
-检查系统有无堵塞 |
胶量过高 |
胶量高于标准 |
水基胶:
-降低注胶压力或顶针高度
-若注胶压力小于15psi,使用小一号喷嘴
-检查系统有无堵塞 |
胶膜下方基板腐蚀 |
胶膜下出现锈斑 |
水基胶:
-胶膜未干
-见干燥建议
-板材品质不良
-桶盖储存不善 |
黑(白)斑点胶膜表面粗糙 |
干燥后胶膜表面出现黑(白)斑点胶膜表面粗糙 |
水基胶:
-注意密封胶的用前搅拌
-检查密封胶是否被异物污染
-若有稀释,检查搅拌是否均匀 |
润湿不好 |
干胶在盖肩部有毛边 |
水基胶:
-检查是否有过度的基板润滑油
-增加润湿剂
-提高压盘速度或密封胶固含量或粘度 |
胶膜裂纹 |
干胶膜上有裂纹或裂口 |
水基胶:
-降低烘箱温度 |
胶膜波纹 |
干胶膜中有空气泡由于太高的密封胶流体速率 |
水基胶:
-增加喷嘴口径
-降低注胶压力
-使用高固含量
-检查密封胶剪切粘度 |
波浪形的开胶膜 |
宽的胶带 |
水基胶:
-降低顶针高度
-检查喷胶系统的密封
-检查喷嘴顶针匹配情况 |